日报标题:没有缝隙的铁轨,是这样焊接起来的
 lei xi,搞轨为生
lei xi,搞轨为生
今天又是星期一,一周的各种想不到的工作又在等着我,这不?今天早上就碰上了一件,在处理的过程里让我忽然有了一种想法,我要把钢轨铝热焊的过程写一写,于是我就翻箱倒柜的把我 2012 年一次换轨的时候的照片和视频翻出来,拼凑出了这篇文字,下面正文开始~~
惯例呃,先上拼凑的目录吧
铝热焊是轨道工务专业里比较炫的事情之一,原因就是火啊,好多火,火星四射、五光十色、好多色。
铝热焊,实际就是用铝热反应进行钢轨焊接的办法,实际就是现场炼钢,然后把钢水注入两根钢轨的缝隙里,达到焊接的效果。
铝热反应的表达式:
2Al+Fe2O3===2Fe+Al₂O₃(反应条件是高温)
附上灵魂画师的示意图,感谢妹子的倾情奉献
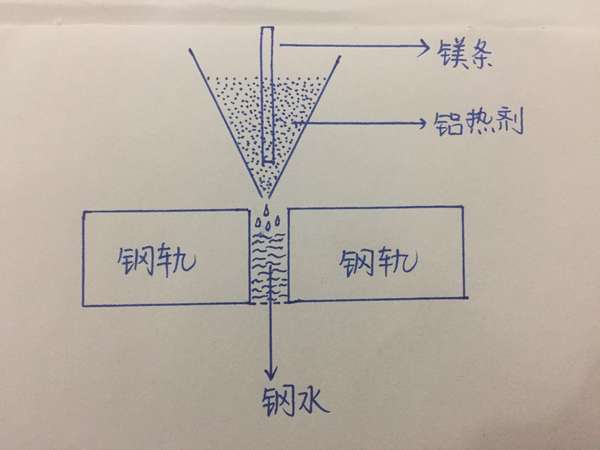
本篇文章任何地方都可以批评,这张图不可以批评~~
好了,我的思维太跳跃了,再跳跃下去今天晚上不要睡觉了,下面按照目录来吧
—准备工作
主要是人、工具设备等等的准备,你焊轨总要有人要有东西吧,来张设备的图吧,没有特别合适的,我们焊接一次一般东西要装图上的小车三车,那个小车最少能装一吨,还有煤气罐、氧气瓶若干

请无视乱糟糟的环境,还在准备~~
—防爬措施
由于是在秋季露天地段换轨,虽然经过计算,还是怕钢轨伸缩的厉害,就用土办法把钢轨锁定了一下,嗯,就是装了一大推防爬器,这个部分看不懂的同学可以直接跳过去,反正意思就是这一步之后钢轨就看做是完全锁定不会伸缩啦,至于无缝线路钢轨伸缩的问题,请见我的另一个回答

—锯轨(第一刀)
要换上新钢轨当然要把旧的拿下来啦,方法就是锯一截旧的下来,把同样长的新的放上去,然后焊起来,这个是第一刀,为啥要分开来说呢,下一步见分晓

后面全是一个接头的内容的,没有说第二个了,因为完全重复~~
—配轨/第二刀
为啥要分开说呢,因为第一刀锯完之后要配轨,就是要量一下要换上来的钢轨的长度再决定第二刀的位置,要精确到毫米。另外,上一步里面说的换上换下的钢轨长度一样,实际是不准确的,换下去的钢轨比换上来的要长几十毫米,原因就是铝热焊的坩锅下面要留一个缝接钢水,一般是 26mm。再强调一遍,配轨非常重要,干之前计算的再好,现场也要重新计算并且测量两遍,两遍!这是血泪教训……
—旧轨出新轨进
锯断之后就是把旧钢轨弄出去、新钢轨弄进来,有各种办法,可以用撬棍拨、可以用起重设备吊,我们那里障碍物太多,所以我们选择了……有人手搬,25 米的钢轨 40 个人左右,一起抓住轨头搬,几下就搞定了,再小的地方也能施展的开,屡试不爽,强烈推荐。然而碰到尖轨这样重量不均匀或者叉心这样又短又重的就不好使了……

—轨端处理
新轨到位后(其实也可以到位前),要把焊接的位置的两端进行处理,主要是打磨,把油渍、油漆等打磨掉,把钢露出来,以免焊接的时候夹杂了杂质影响质量,这个很好理解,上图

—对轨
焊接之前要把焊缝(就是接钢水的那个缝)两侧的钢轨完全对正并且固定住,好进行下一步的工作,钢轨各个位置都要对正,误差要求不超过 0.5mm,两边那两个白色的东西是对轨架,辅助对轨的。这是很重要的环节,这个做不好,后面都做不好,而且一般钢轨两端要等一端焊接完成后另一端才能进行对轨,不能两端一起对,主要是因为对轨的时候震动很大,会互相影响。想想看这边对好了正准备焊呢,那边叮叮当当一通敲,把这边给震松了。

—封砂型
就是用砂模把那个焊缝给封起来,不然钢水留下来不就漏了么?要求是要完全封死不能漏,又要尽量的能够和钢轨的廓形接近方便后面打磨,其实都有县城的模具的,照着装上就行了,缝隙位置要用专门的泥巴封死,下面的那个图就是那个泥巴,要专门买的,300 多一桶,比小孩玩的橡皮泥贵多了。


—焊接
好,正戏来了,焊接,焊接其实分成两个部分,一是预热,就是把煤气喷枪点着温度调到 950 度左右对着轨缝加热五分钟左右,有两个作用,一个是把钢轨端部加热到焊接温度左右(想想要是滚烫的钢水流到冰冷的轨缝上,啧啧…),一个是把封砂型的泥巴给烤干啊,不然会漏钢水,想想都酸爽~~

后面就是点火焊接了,预热完成以后,把坩锅放到砂型上(坩锅里提前放好了铝热剂),然后用高温火柴引发铝热反应,钢水生成后由于它的流动性会从坩锅的底部流进砂型里,把焊缝填满,生成的氧化铝和其他焊渣由于密度小会浮在上面被清除掉,焊接过程就完成了,当然。后面还有很多工作~~

—除渣
铝热反应完成后,钢水流进焊缝了,同时也生成了很多氧化铝,还有砂型也被高温给破坏了,这些都是焊渣,要清除掉再进行下一步,清除的办法很高端,基本就是敲和铲。当然,也不是马上就要除渣的,要等几分钟,焊渣有保温的作用,过早清除会降温太快不利于焊接的质量,都必须按照操作要求来,精确到秒

—推熘
除渣完成后,剩下部分就都是钢了,由于焊接的部分大大的大于钢轨的廓形,要把多余的地方去除,粗的办法是推熘,细的办法是打磨。先说推熘,就是趁着钢还红着还很软,在钢轨上装一个推熘机沿着钢轨的廓形把多余的部分切掉,推熘机的核心就是一个外形像钢轨头部的刀片组合,当然推完之后多余的部分还是粘在钢轨上的,不可能完全切下来,然后就是…用锤子敲,下面那张图就是敲完的状态



—打磨
这个就好理解了,推熘可以说是廓形的粗修正,打磨就是细修正,打磨完成后焊接位置的廓形要和钢轨保持一致,误差不能超过 0.5mm。打磨必须在接头温度降低到 300 度以下以后开始,而且必须自然降温,不能人工辅助,不能吹风、不能浇水、下雨也不行,下雨了你不打伞也要给它打伞,不然钢轨会脆化,很容易断的~~


—接头保护
其实正常情况下打磨完,作业就结束了,可以跑车了,但是我当时对手艺不放心,还是对接头做了一些保护措施,具体就是鼓包夹板加上断轨保护器,事后证明我是杞人忧天,但是干这个小心无大错嘛~~

—收尾工作
呼,活干到这个时候,心里就会想终于快干完了,最后一步就是收场了,把人、工具、设备都撤出去,再看看还有啥落下的没有,把今天晚上动过的螺栓都再检查一遍,就可以回去睡觉了,这活可 TM 干完了
写在最后:
铝热焊还是一个风险很大的操作,要用到很多危险品,全程高温,对轨、砂型、预热、点火、降温、打磨哪一个环节出一点问题就白干了,而且还要把焊接的位置重新切掉再焊,而且一个焊头变成了两个(课后习题,为啥会变成两个?),整个过程中人多、设备多,一点疏忽都会酿成大错,真是不容易。
还有,铝热焊的原理虽然很简单,但是要做到焊接迅速、质量可靠,也是很困难的,现在国内主要用法国、德国的铝热剂和模具等等,当然也有国产的,比如铁道科学研究院的,但是使用范围小,据我了解国内地铁还是法国货用得多,我真心的希望这个情况可以慢慢的改观,用着国产的世界上最好的钢轨,但是焊接却用的老外的玩意,总是有那么一点别扭。